




Coal To Liquid (CTL ) Plant Project - Clean Coal Technology
Bandyopadhyay N*
Consulting Engineer, India
Submitted: February 08, 2018; Published: February 21, 2018
*Corresponding author: Bandyopadhyay N, Consulting Engineer (Ex Lead Design Engineer), Indian Iron & Steel Co Ltd, Kolkata. India; Tel: 91-33-2452-6436; Email: nbandyopadhyay@hotmail.com
How to cite this article: Bandyopadhyay N. Coal To Liquid (CTL ) Plant Project - Clean Coal Technology. JOJ Material Sci. 2018; 4(2): 555631. DOI: 10.19080/JOJMS.2018.04.555631
Abbreviations
Abbreviations: CTL: Coal to Liquid; LTC: Low Temperature Carbonisation; CCT: Clean Coal Technology; UCG: Underground Coal Gasification
Background
An 1.0 Million Ton Integrated Iron & Steel Plant in India undertook this Pilot Plant Project to use underground gasified coal as fuel for iron making instead of coke which causes environmental pollution but the gasified coal is a clean fuel of higher calorific value and does not create pollution. First Stage Pilot Plant for a Coal to Liquid (CTL) Conversion was set up to study the viability of the Clean Coal Technology process. The Company had its own Captive Mines and Collieries to meet the requirements of the plant for production of saleable steel products. The plant had four Blast Furnaces aggregating to 4000 Tons/day of Pig iron production and the requirement of Coke was met by producing about 4500 Tons/day of Coke through five Coke Oven Batteries.. The Coke Oven plant had downstream By-product plants producing various end products. The Coal supplied to the plant, was from the Captive Collieries spread across a number of locations in the State and its adjoining States. Earlier, the company had set up a Pilot Plant for Low Temperature Carbonisation (LTC) plant to produce Char and Coal gas.
Keeping an eye on the tremendous future possibilities, the Company then decided to initiate an experimental Clean Coal Technology process by setting up a first stage prototype Plant Model for conversion of Coal To liquid in which the coal was converted to Syngas through in-situ combustion. The second stage in the conversion process was not implemented as it was beyond the scope of the project. The stages for the CTL plant were as follows. The data from the Model were simulated for a concept Pilot Plant on site (Figure 1).

The Technology
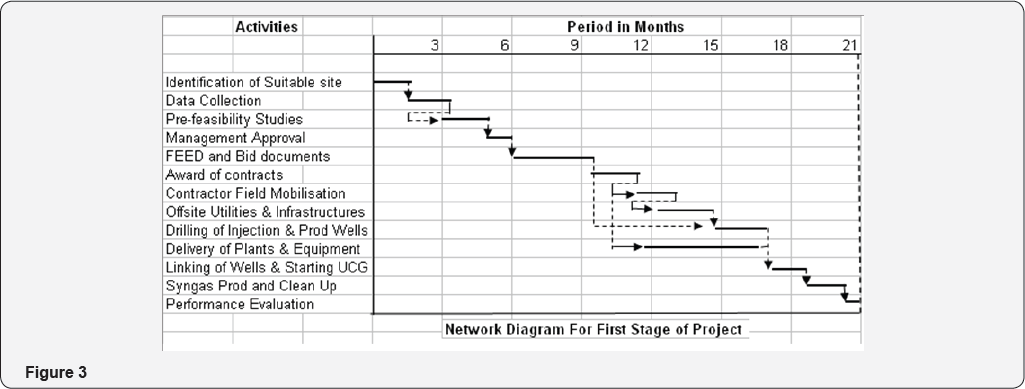
The heart of the Clean Coal Technology (CCT) is Underground Coal Gasification (UCG). UCG is a process to convert unminable underground coal/lignite into combustible gases by gasifying the coal in-situ. The coal reacts with injected air and steam, to form gases, liquids and ash..Produced gases are a mixture of combustible gases like carbon monoxide, hydrogen and methane and non-combustibles vapor gases such as carbon dioxide, nitrogen, sulphur dioxide and free water. The Combustible gas is a Synthetic Gas called Syngas and when this Syngas is Synthesized in a Fischer Tropsch Reactor in the presence of a bed of Cobalt Catalysts, it is converted to Paraffinic Hydrocarbon liquid called Syncrude. This product is then filtered, cleaned then refined in a Hydrocarcker Reactor to yield high end products like Naphtha, kerosene, Diesel and Residual Paraffin. The UCG Technique was accomplished by controlled combustion of coal sample in the Model Plant by injecting Air and Steam at high pressure. For the concept Plant, two wells needed to be drilled into the coal bed, at a distance of 100 m from each other. One to act as the Injection well and the other as Production Well. The Process Flow Diagram of the system is shown below (Figures 2,3).


Conclusion
The Project was taken up on experimental basis and thus limited to the Syngas production stage to examine the practicability and economy in use of the Syngas in the iron and steel making operations and in captive power generation. Though the gas was found highly useful in increasing the overall production efficiency through Model Plant data simulation but practical problems of transportation of the gas from distant collieries to the plant by pipelines running over 200 kms with associated Compressor Stations would increase the unit cost of production of steel. Moreover, construction of the trunk pipelines would have required land acquisition, operation and maintenance and address environmental concerns. The project was thus a show case example for conversion of Coal to Liquid project by installing the Stage -2 Facilities for producing Hydrocarbon products. In the end the project provided important information and inputs for setting up future CTL plants near colliery pit heads and produce hydrocarbon products. For iron and steel making it would not be financially viable unless the plant is located near pit heads which exclude such possibilities due to chances of ground subsidence as a result of UCG. A skid mounted hydrocarbon processing plant sited some distance away from pit heads can be an economical proposition.
















{kind=link}